23.06.2017
23.06.2017  admin
admin
Аннотация. В данной статье рассмотрены этапы внедрения одного из методов бережливого производства системы 5S. Проанализированы основные сложности, возникающие при реализации каждого из этапов. Предложены пути решения наиболее часто встречающихся задач. Ключевые слова. 5S, наведение чистоты, совершенствование, сортировка, стандартизация, рациональное расположение.
На каждом предприятии рано или поздно наступает период осознания необходимости перемен. Чаще всего это происходит в силу быстрого научно-технического прогресса и усложнения условий мировой торговли и, как следствие, увеличения потребностей потребителей, которые неразвивающемуся предприятию порой не так-то просто удовлетворить. Так, при огромном разнообразии методов совершенствования деятельности предприятия наиболее простым является один из инструментов бережливого производства, называемый 5S.
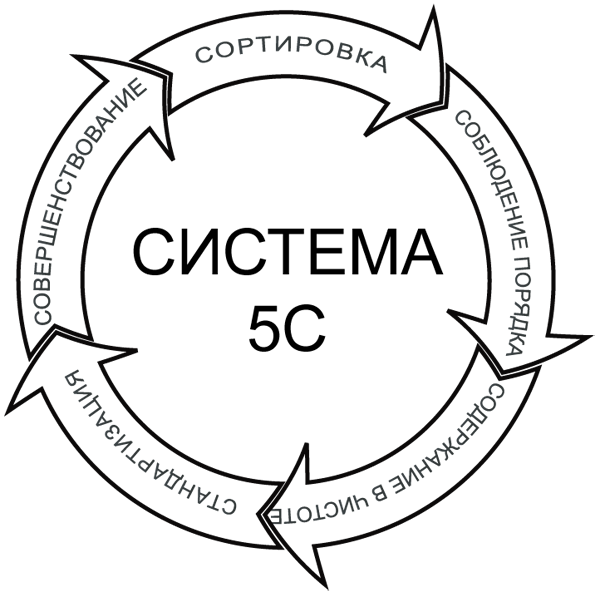
Этот подход предполагает наведение порядка на рабочих местах в строго установленной последовательности (сортировка, рациональное расположение, наведение чистоты, стандартизация, совершенствование). [1] Первый этап (сортировка) заключается в разделении предметов, располагающихся на рабочем месте или в непосредственной близости от него на категории «нужное», «нужное иногда» и «ненужное». На первый взгляд может показаться, что это слишком просто для того, чтобы придавать этому такое большое значение. В результате зачастую недооценивается важность, как данного этапа, так и метода 5S в целом. [4]
Однако возникновение трудностей при сортировке настолько нередкий случай, что теоретические источники предлагают различные способы упрощения этой задачи. Одним из таких способов является наклеивание ярких стикеров или любых других пометок на предметы, которые не могут попасть в категорию «нужное иногда», но из категории «нужное» уже выбывают. И именно такая простая манипуляция позволит определиться с категорией.
В действительности же стикер, наклеенный на предмет, не всегда может решить проблему неопределенности категории объекта, так как при каждом использовании его снимают и заново не наклеивают. При исследовании предметов спорной категории сроком в одну неделю, взяв предмет один раз, при подведении итогов он перейдет в категорию «нужное» в виду отсутствия на нем стикера, что не является верным решением согласно методу 5S.
Поэтому данный подход не будет столь эффективным при использовании одного стикера на один предмет. Наиболее рационально наклеивать на предмет определенное количество стикеров, соответствующее числу рабочих дней исследования, которые чаще всего проводятся в течение одной рабочей недели, в конце которой подводят итоги. Поэтому, при пятидневной рабочей неделе, необходимо наклеить 5 стикеров на каждый предмет спорной категории.
При подведении итогов это позволит определить, сколько раз используется данный предмет в течение рабочей недели. И, исходя из подсчитанных данных, определить в какую категорию его следует отнести. Итак, данный этап внедрения 5S позволит избавиться от предметов на рабочем месте, которые используются крайне редко или не используются совсем.
После успешной реализации первого этапа метода 5S, можно приступать ко второму (соблюдение порядка), который заключается в рационализации расположения предметов на рабочем месте и поблизости от него. В целях эффективности реализации данного этапа рекомендуется определить индивидуальное место в рабочей зоне для каждого предмета. При этом предметы из категории «нужное» должны всегда находиться под рукой, быть в наиболее легкой доступности. Также не стоит убирать в дальний ящик предметы из категории «нужное иногда», ведь они могут потребоваться в любой момент при определенных ситуациях. В свою очередь, предметы из категории «ненужное» должны быть полностью исключены из рабочей зоны.
Следующим этапом внедрения 5S является содержание рабочего места в чистоте, что на языке бережливого производства означает уборку. Элементарное поддержание рабочей зоны в чистоте может оказаться не такой уж простой задачей, ведь рабочая зона – это не только кабинет, где для поддержания чистоты достаточно периодически протирать пыль, но и производственный цех, где мусор может оказаться весьма внушительных размеров. Помимо уборки мусора, для поддержания чистоты необходимо все предметы класть на место после использования, чтобы не допускать нагромождения инструментов в рабочей зоне.
На словах данное требование звучит достаточно просто для выполнения, но когда дело доходит до реализации, оказывается, что персонал не желает выполнять это простое на первый взгляд требование, так как часто полагает, что данный предмет может еще понадобиться через час-два. В итоге такие предметы в количестве нескольких штук могут в лучшем случае весь день просто так пролежать на рабочем месте. [5] На начальной стадии реализации данного этапа метода 5S можно привязывать подобные предметы к тем местам, где они должны располагаться. При этом длина «веревки» должна быть достаточной для выполнения всех необходимых операций. В итоге, если сотрудник разложит на рабочем месте несколько привязанных инструментов (которые раньше ему вроде бы не очень мешали), то с наличием еще и переплетенных «веревок» работать ему будет явно неудобно.
И здесь у него возникает два варианта: либо сразу убирать инструменты, либо придумывать, как каждый раз разложить их на столе так, чтобы «веревки» не мешали работать, что на деле скорее окажется весьма непростой задачей. В результате у рабочих сформируется привычка возвращать все предметы на свои места после использования. Таким образом, полноценная реализация данного этапа очень важна в первую очередь для сотрудника, чье рабочее место подвержено исследованию, и без него предыдущие этапы теряют смысл.
Четвертым этапом внедрения принципа 5S на предприятии является стандартизация. Выполнение данного этапа основывается на всех предыдущих этапах. Он означает поддержание сортировки предметов, реализованной на первом этапе, расположения предметов в рабочей зоне (2 этап), а также чистоты, необходимость которой раскрыта на третьем этапе. И последним по очереди, но не по значимости, является этап совершенствования, то есть превращения в привычку всех действий, реализованных на предыдущих этапах.
Об одном из способов выработки привычки мы уже писали, разбирая третий этап, но привычка должна распространяться на все этапы метода. Без выработки такой привычки у всех сотрудников, рабочие места которых были подвержены преобразованию посредством реализации 5S, все предыдущие этапы теряют смысл, так как для полноценного осуществления рассмотренного метода недостаточно только лишь редкое наведения порядка, также необходимо его поддержание и периодический контроль со стороны высшего руководства. [6] Однако, как и любая другая концепция, 5S имеет один недостаток. В ней не учитывается расположение средств безопасности. Например, огнетушитель легко может попасть в категорию «ненужное» так как используется крайне редко или не используется вообще. Но при возникновении чрезвычайной ситуации крайне важно, чтобы такие предметы находились под рукой. Поэтому под них необходимо выделять отдельное место, независимое от расположения остальных предметов и их категории. [2, 3]
В целом, применение данного метода, учитывая последнее, способно дать первые существенные результаты при внедрении концепции бережливого производства на предприятии. Это промотивирует как работников, так и высшее руководство для дальнейших совершенствований.
Библиографический список 1. 5S для рабочих: как улучшить свое рабочее место / Пер. с англ. – М.: Институт комплексных стратегических исследований. 2007. С.168 2. Губарев А.В., Ежова М.С. Cистема 5S как инструмент совершенствования деятельности предприятия. NovaInfo.Ru. 2016. Т. 3. № 55. С. 63-65. 3. Губарев А.В., Павлюкова Е.А. Современные технические решения в области «Lean production» // NovaInfo.Ru (Электронный журнал.). 2016. № 50. С. 18-22. 4. Павлюкова Е.А., Губарев А.В. Проблемы внедрения концепции «бережливого производства» в России // Научный альманах. 2015. № 12-2 (14). С. 126-129. 5. Волкова С.В., Губарев А.В. Формирование команды реинжиниринга как фактор успешного его проведения // NovaInfo.Ru (Электронный журнал.). 2016. № 41. С. 57-59. 6. Волкова С.В., Губарев А.В. Методика проведения реинжиниринга с применением бенчмаркинга // международная научно-техническая и научно-методическая конференция "Современные технологии в науке и образовании" СТНО-2016. Том 4. Сборник трудов. РГРТУ, Рязань. С. 137-140.
А.В. Губарев, С.В. Волкова
 Рубрика:
Рубрика:  Метки:
Метки: